对于零件多角度斜面、圆弧面过渡、不同精度槽形的粗精加工案例分享
SS硕朔根据多年加工经验,分享对该种零部件的多角度斜面、过渡圆弧面、高精度槽形加工案例;
客户选用DMG高精度五轴加工中心设备,设计专用液压可调工装,以一台液压动力单元为专用液压工装提供动力源,油液通过管道进入工装主体内部液压缸,以控制夹持原件的夹紧和松弛运动。
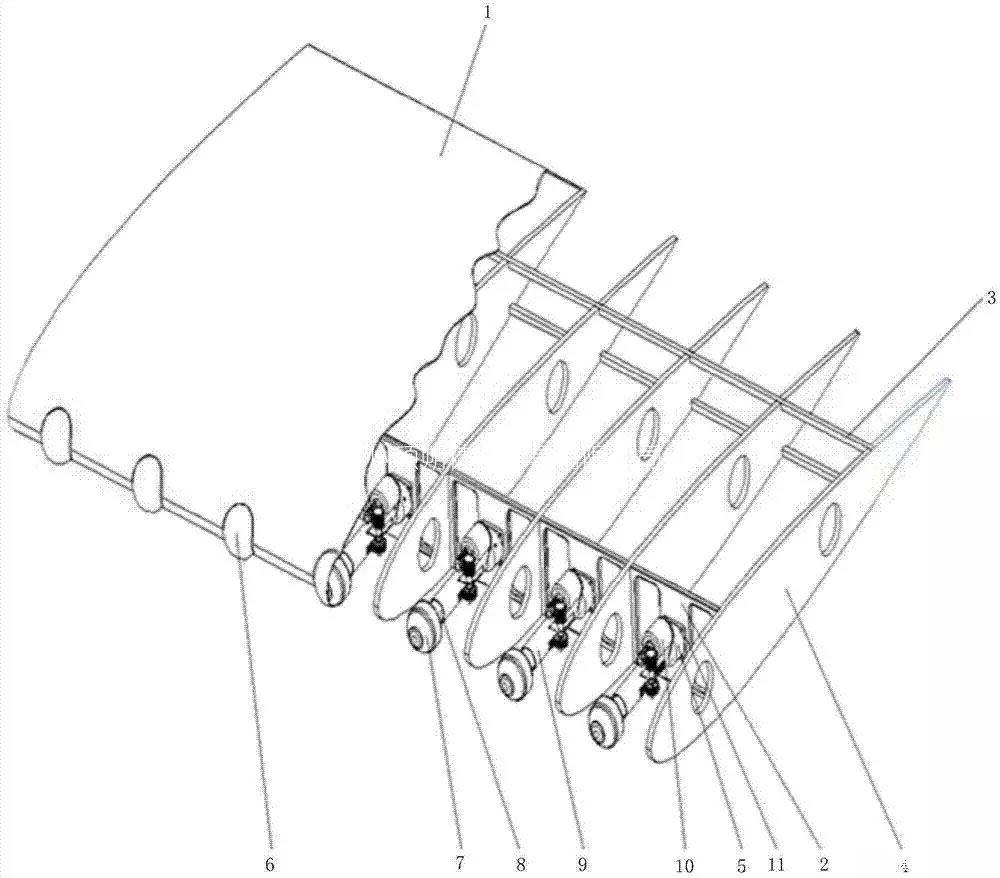
而翼板零件的各个型面材料去除量占到了整个零件材料去除量的70%,在加工中时间占比也非常高,通过选用硕朔牌方肩铣削刀具及槽铣,优化切削参数,提升型面加工效率,可大幅缩短翼板类零件生产加工时间。
粗加工方案选择
SS根据以往的加工经验总结,使用机夹式立铣刀头或方肩立铣刀完成各型面的粗加工。机夹式立铣刀较整体式铣刀刚性好,主要在加工过程中能快速更换刀片,减少换刀时间,提高加工效率,同时能更好的减少刀具的使用成本;另硕朔还有螺牙式铣刀头供客户据加工工况要求选择使用;此次使用的φ50mm舍弃式方肩立铣刀头适用于方肩铣,机夹刀片长度为10mm,最大切深可达9mm,硕朔牌一把方肩铣刀就可同时完成翼板零件各端面及侧面铣的加工。

为了提升加工效率,走刀时几乎采用满切宽进行切削,每齿进给fz约为0.05mm/z,进给速度约为900m/min。

精加工方案选择
SS在翼板零件型面进行精加工时,由于零件存在较高的侧壁需求加工,必须选择悬伸较长的刀具进行切削,因此硕朔精密为客户定制一款刃长加长的φ20mm整体硬质合金立铣刀,搭配热缩夹持刀柄,进一步提升切削刚性。

客户经过使用SS硕朔牌相关数控刀具对翼板零件型面的粗精高效加工后,该零件加工效率提升3倍以上,产品尺寸精度及表面质量得到有效保证。另外,在精加工高速切削时,金属材料被迅速切断并脱离工件表面,因此加工出的零件周边毛刺明显减少,后续钳工挫修工作量大幅降低,进一步缩短零件整体加工时间;有效提高加工效率及减少加工成本。

